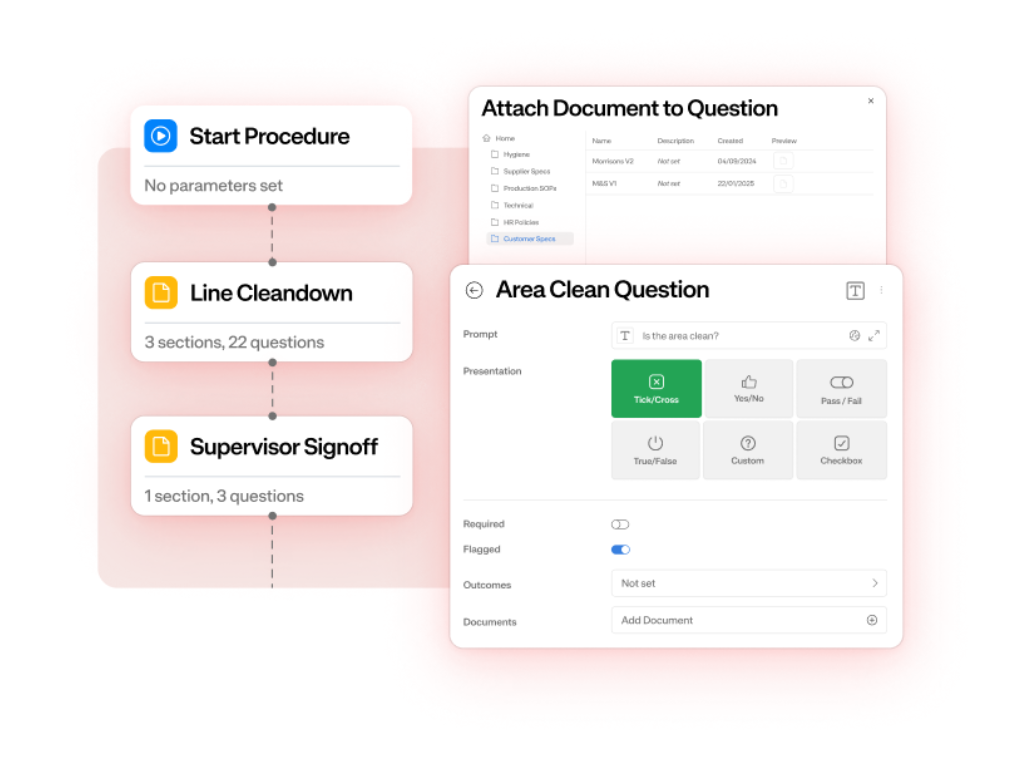
Replace traditional paper forms with digital workflows.
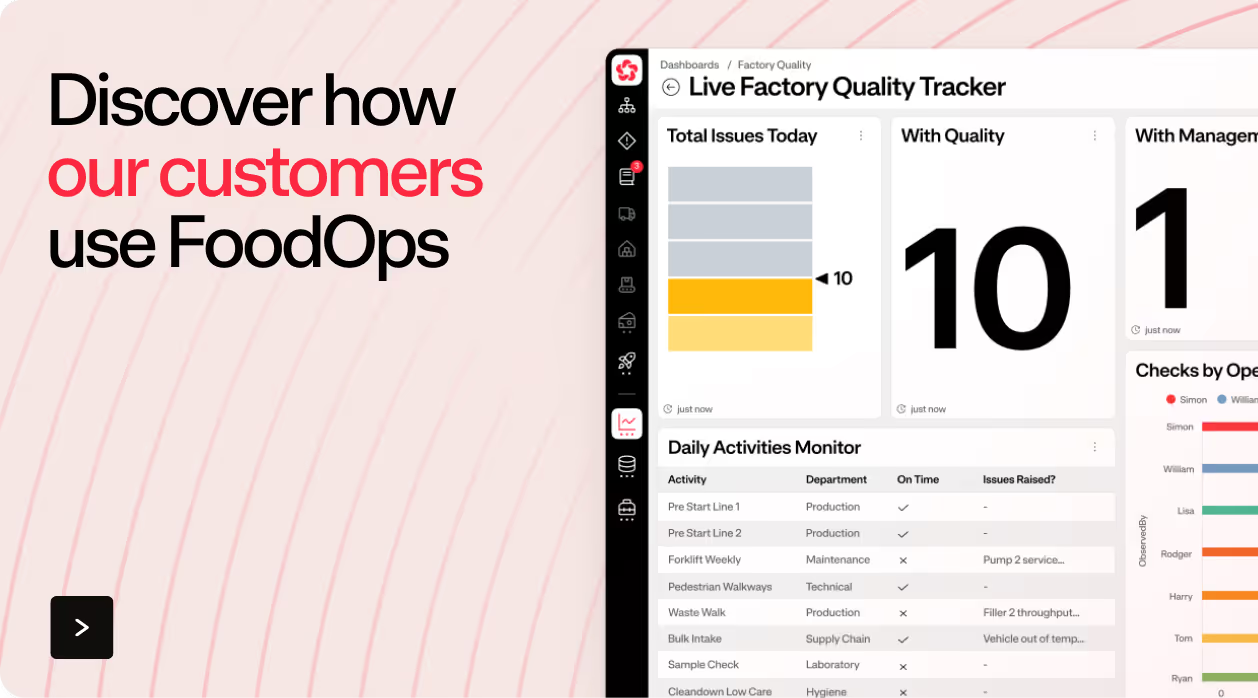
View your data in real-time, exactly how your teams want it.
Streamline non-conformance handling with custom workflows.
Automate your schedules and enjoy a live view of your operations.
Centralise your documentation and make it available effortlessly.
FoodOps works seamlessly as part of your business.
Unify teams from lairage to coldstore with connected digital workflows
Strengthen traceability, grading accuracy, and factory productivity with connected systems
Maximise yield, welfare compliance, and throughput with smarter workflows
Enhance efficiency and visibility across the entire operation, from field to packhouse
Transform your dairy operation with digital workflows and connected data
Empower teams with real-time data and digital workflows built to your exact SOPs
Build compliance into your processes by default and monitor with ease.
Empower your teams to make data-driven decisions.
Manage PPE, asset logs and follow-up actions all in one tool.
Get real insight into your supplier performance, in real time.
Set up and manage your hygiene processes all from one tool.
Streamline HSE with digital workflows for near misses and accidents.
Improving Food Safety on the Factory Floor Through Digitalisation
World Food Safety Day on 7th June is a great reminder that food safety is everybody's responsibility. The World Health Organisation continues to highlight the importance of safe food systems, and for manufacturers, it’s the perfect time to review the impact digitalisation has on food safety on the factory floor.
Food safety isn't just the responsibility of the quality team. It’s a shared commitment across the entire factory floor from machine operatives to engineers, supervisors, and technical managers. And during World Food Safety Week, we’re reminded that safety shouldn’t be something that's thought about intermittently, it’s built through hundreds of small, consistent actions carried out every day.
It’s easy to see how digitalisation is improving food safety. By replacing manual, paper‑based processes with connected, real‑time systems, manufacturers are moving from reactive control to proactive prevention. With this, they can catch risks earlier, respond faster, and build a stronger food safety culture.
Here are six ways digitalisation is improving food safety on the factory floor.
1. Real‑time monitoring
Sensors, hand-held devices, and connected machinery now provide continuous visibility into critical control points such as temperature, allergens, and hygiene conditions.
Instead of relying on periodic manual checks, teams receive instant alerts when conditions are out of spec. This significantly reduces the risk of contamination, spoilage, or unsafe product entering the supply chain.
Real-time monitoring improves decision making, allowing operators to act immediately instead of waiting for end-of-shift reviews or data collation.
2. Automated traceability
Digital traceability automatically records every stage of production, from raw material intake to finished goods.
It allows manufacturers to:
- Quickly identify and isolate affected batches in case of contamination or recall
- Provide transparent product histories to customers and regulators
- Streamline audits and compliance reporting with accurate, accessible data
Automated traceability reduces human error, speeds up response times and is the backbone of food safety.
3. Predictive insights with real-time data
With digital data collection, manufacturers can benefit from advanced analytics and machine learning to identify patterns and predict potential food safety risks before they occur.
Predictive insights enable proactive maintenance of equipment, early detection of contamination risks, and optimisation of production processes to minimise hazards.
This shift from reactive to predictive management can help reduce downtime, costly recalls and potential risk to reputation.
4. Consistent training and workflow management
Staff can demonstrate consistent adherence to food safety standards across shifts and teams through detailed digital records.
Automated alerts and streamlined workflows simplify employee training, reducing the learning curve and minimising human error.
This approach fosters a culture of continuous improvement and accountability, empowering employees to take ownership of safety practices and strengthening the overall food safe culture on the factory floor.
5. Connecting teams across the factory
Digital platforms bring together quality, production, engineering, and hygiene teams through shared dashboards, real-time alerts, and centralised reporting.
For example, if a temperature deviation is detected, relevant teams can be notified immediately, enabling a faster and more coordinated response before product safety is compromised.
By improving visibility and communication across departments and shifts, critical food safety information is less likely to be missed. The result is stronger collaboration, quicker decision making, a reduced risk of food safety incidents, and a more proactive food safety culture on the factory floor.
6. Digital Compliance and audits
Real-time digital records replace paper logs, making audits faster, easier, and more accurate for regulators.
For example, temperature checks from a cold storage unit can be automatically logged and instantly retrieved during an audit instead of relying on finding handwritten records.
Digital compliance improves data integrity, provides instant access to time-stamped records, and reduces administrative workload, making regulatory compliance more efficient, transparent and reliable for manufacturers.
Digitalisation is revolutionising food safety on the factory floor by enabling manufacturers to move from reactive, manual processes to proactive, data-driven strategies. This not only enhances product safety and quality but also builds more efficient processes across the whole factory floor.
Manufacturers embracing digital tools will be better equipped to meet the evolving challenges of food safety in a complex global supply chain.
About FoodOps
FoodOps is the connected factory platform built specifically for food manufacturers, helping operations replace paper-based processes with connected digital workflows.
With FoodOps, manufacturers can:
- Digitise workflows for quality, production, stock, document control and more with our no-code app studio
- Improve real-time visibility across factory operations
- Reduce paperwork and manual admin
- Maintain traceability from intake to despatch
- Standardise processes across lines, teams, and sites
- Respond faster to operational issues with connected real-time data
No replacing workflows. No unnecessary disruption. Just a connected system that improves operational efficiency, compliance and visibility from day one.



Start your digital transformation today
Join the many businesses driving efficiency and compliance with FoodOps. Arrange a demo today to experience the future of food manufacturing.
